


Лінія для зварювання високочастотних труб



Опис продукту
HВисокочастотна виробнича лінія прямошовних зварних труб в основному використовується для виробництва електрозварних сталевих труб з φ60~φ219 мм і товщиною стінки 2,0~6,0 мм, а також може виготовляти квадратні та прямокутні труби та труби спеціальної форми, що не перевищують діапазон круглих труб.Труби API 5L можуть бути виготовлені пізнішешляхом додавання необхідного обладнання.Виробнича лінія розроблена та виготовлена на основі перетравлення та поглинання подібного обладнання вдома та за кордоном, поєднання з національними умовами моєї країни, сміливі інновації та прислуховування до думок користувачів.Обладнання економічне, надійне та стабільне.
Основний параметр
| Низьковуглецева та низьколегована сталь | σB≤520mpa σS≤345mpa | |
| Сталева котушка | внутрішній діаметер | φ650-φ710 мм (буде визначено) |
| Зовнішній діаметр | φ1100-φ2000 мм | |
| Вага рулону | ≤15 тонн | |
| Ширина смуги | 190-690мм | |
| Електрична встановлена потужність | приблизно 1200 кВА | |
| Ємність стисненого повітря | 2 м3/хв 4-7 кг/см2 | |
| Ємність теплоносія | 50 тонн/год | |
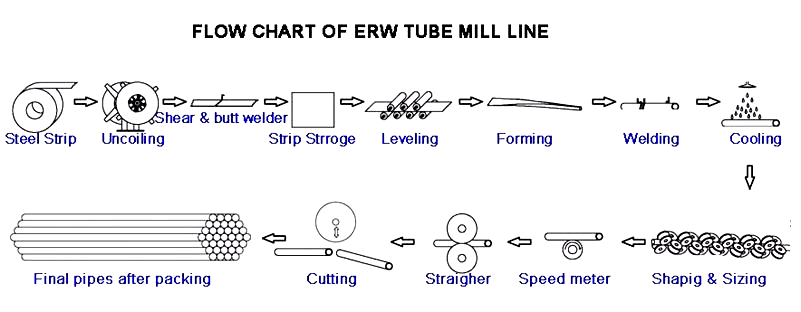
Процес виробництва
Розмотування → пряма головка, вирівнювання затискачем → зрізання стикового зварювання → петля → формування, високочастотне зварювання, видалення задирок, поповнення цинку в режимі онлайн, охолодження, калібрування, грубе виправлення → розміри летючої пилки → перевірка та збір → пакування → Зважування → Маркування → Зберігання
Лінія для зварювання трубсклад і основні параметри кожної машини
1. Візок для годування
| Використання | Він використовується для прийому котушки смуги, транспортування її до розмотувача та підйому рулона стрічки до центру головки котушки | ||
| Структура | Він складається з матеріальної стійки, механізму переміщення, масляного циліндра, напрямної рейки тощо. | ||
| Ємність | ≤15T | Тримайся | Гідравлічний |
| Режим переміщення | Двигун з приводом циклоїдного редуктора | ||
2.Розмотувач
| Використання | Для підвішування та підтримки стрічкових котушок для забезпечення сировиною для виробничих ліній | |||
| Ємність | ≤15T | Метод гальмування | Пневматичні гальма, управління електромагнітним клапаном | |
| Розмотувач | Гідравлічне розширення і звуження | Одноконусне гідравлічне розширення та звуження | ||
3. Випрямляюча машина
| Використання | Використовується в поєднанні з розмотувачем, головка сталевої смуги витягується з розмотувача та відправляється на вирівнювальну машину для вирівнювання. | ||
| Структура | Пристрій прес-роликів, пристрій лопатової головки, пристрій прямої головки | ||
| Ширина | 190-690 мм | Діаметр | φ1100-φ2000 мм |
4. Машина для подачі та вирівнювання
| Використання | Вирівнювання сталевої смуги від розмотувача та випрямляючої машини в головній і хвостовій частині та подача сталевої смуги до машини для стикового зварювання. | ||
| Структура | Склад притискного ролика, вирівнюючого ролика та передавального пристрою | ||
| Ширина | 190-690 мм | Діаметр | φ1100-φ2000 мм |
Трубний млин Лінія заготовки






